
ポリウレタンエラストマー・シート&フィルム(TPU)エラストマーシリーズ
TPUのブリードについて
1.緒言及び定義:
世の中(樹脂業界)でブリードと称されるトラブルがあります。
例えば、自動車の黒いバンパーに粉噴き芋のように白色の粉が噴いたり、樹脂表面がベトベトになったり様々なケースでブリードという単語が使われています。
英和辞書によれば、そもそもbleedとは「樹木が樹液を出す」、「布地の色がにじみ出る」の流出の意で、「葡萄等の果実皮表面に白色の粉が吹き出す」現象は、ブルームbloomと英訳されます。
したがって正確には前掲の前者(粉噴き)がブルームで、後者(可塑剤等のネチャツキ)がブリードであることが語源的な本来の使い分けですが、今日本邦樹脂業界に於いて、その識別は曖昧です。
何れにしても両者は製品外観や触感を著しく損なうケースが多く、特にそれらにセンシティブな日本国内では重大な樹脂欠陥として捉えられます。付け加えて、中には接着や印刷特性及び樹脂本来の特性をも損なうケースも有り得ます。
これらの現象に関するTPUに措ける弊社の知見を下記に記します。(ここではブリード及びブルームを総称してブリードと表現します。)
例えば、自動車の黒いバンパーに粉噴き芋のように白色の粉が噴いたり、樹脂表面がベトベトになったり様々なケースでブリードという単語が使われています。
英和辞書によれば、そもそもbleedとは「樹木が樹液を出す」、「布地の色がにじみ出る」の流出の意で、「葡萄等の果実皮表面に白色の粉が吹き出す」現象は、ブルームbloomと英訳されます。
したがって正確には前掲の前者(粉噴き)がブルームで、後者(可塑剤等のネチャツキ)がブリードであることが語源的な本来の使い分けですが、今日本邦樹脂業界に於いて、その識別は曖昧です。
何れにしても両者は製品外観や触感を著しく損なうケースが多く、特にそれらにセンシティブな日本国内では重大な樹脂欠陥として捉えられます。付け加えて、中には接着や印刷特性及び樹脂本来の特性をも損なうケースも有り得ます。
これらの現象に関するTPUに措ける弊社の知見を下記に記します。(ここではブリード及びブルームを総称してブリードと表現します。)
2.ブリード原因と現象事例:大別して4つの原因が考えられます。
2-1.滑剤のブリード;
押出し成形に於いて成形機内接触面(アダプター、ヘッド、ダイリップ等)での摩擦低減による加工性の向上や射出成形時の金型離型性向上、もしくは成形品のブロッキング回避の手段として、TPUにしばしば滑剤が配合されます。
これらには、アマイド系滑剤もしくは金属石鹸類が多く使用されます。
高分子ポリマー系滑剤が用いられる場合は事後のトラブルが少ないかわりに、その期待効果も少ないケースが多々あります。
前掲2種の滑剤には成形加工中叉は、製品取り或いは製品在庫中に樹脂表面に滑剤が出てくる事によりその効果を発揮する性格と使命があります。
従って、これらは目的に応じてブリードすることが必要とされる訳で、広義に言えば全てブリードして当然と言えます。しかし目視で白色粉に見えたり、接着や印刷を阻害したり、クリーンルーム内でブリードした滑剤が浮遊してトラブルを発生した場合にはクレームに発展します。
尚、着色用顔料中の分散剤として金属石鹸等が過多に使用された場合にも同様な問題が起きます。
弊社では一般グレードには原則として滑剤を配合していません。特殊グレード及び顧客の要求、そして了解がある場合のみ滑剤の選択使用を行っています。
これらには、アマイド系滑剤もしくは金属石鹸類が多く使用されます。
高分子ポリマー系滑剤が用いられる場合は事後のトラブルが少ないかわりに、その期待効果も少ないケースが多々あります。
前掲2種の滑剤には成形加工中叉は、製品取り或いは製品在庫中に樹脂表面に滑剤が出てくる事によりその効果を発揮する性格と使命があります。
従って、これらは目的に応じてブリードすることが必要とされる訳で、広義に言えば全てブリードして当然と言えます。しかし目視で白色粉に見えたり、接着や印刷を阻害したり、クリーンルーム内でブリードした滑剤が浮遊してトラブルを発生した場合にはクレームに発展します。
尚、着色用顔料中の分散剤として金属石鹸等が過多に使用された場合にも同様な問題が起きます。
弊社では一般グレードには原則として滑剤を配合していません。特殊グレード及び顧客の要求、そして了解がある場合のみ滑剤の選択使用を行っています。
2-2.安定剤のブリード;
TPUには、特性の向上や欠点の補完の為に、種々の安定剤が配合されます。
例えば加水分解防止剤、耐熱安定剤、紫外線吸収剤等がそれです。これらの助剤はTPU中の包括許容量を超えて配合された場合、環境や使用条件により樹脂表面に析出してくる事があります。例えば、結晶性の高いフェノール系酸化防止剤を、TPUに過剰投与すると室温放置下で成形から数日後に成形体表面にブリードが発生するのがそれです。
弊社では、過去の知見からこれら安定剤のブリードに至る上限を把握し、その範囲以内で配合処方を組んでいます。
但し、顧客に措いてこれらの助剤を追添加された場合に上限値を超え、上述の危険性が出る場合があります。
例えば加水分解防止剤、耐熱安定剤、紫外線吸収剤等がそれです。これらの助剤はTPU中の包括許容量を超えて配合された場合、環境や使用条件により樹脂表面に析出してくる事があります。例えば、結晶性の高いフェノール系酸化防止剤を、TPUに過剰投与すると室温放置下で成形から数日後に成形体表面にブリードが発生するのがそれです。
弊社では、過去の知見からこれら安定剤のブリードに至る上限を把握し、その範囲以内で配合処方を組んでいます。
但し、顧客に措いてこれらの助剤を追添加された場合に上限値を超え、上述の危険性が出る場合があります。
2-3.可塑剤のブリード;
TPUの低硬度品及び特殊タイプには可塑剤や液状難燃剤が配合される場合があります。これらは、樹脂内での分散性を良好にする為に低分子量のものが一般的に使用されます。
弊社ではこれらのグレードは通常使用条件下ではそれらがブリードしない範疇の配合を組んでいますが、特殊条件下ではブリード(表面のネチャツキ)を起こす事があります。
これらのタイプではブリードよりも、他樹脂と接触して、可塑剤や難燃剤が移行してトラブルを起こす事が多いようです。例としては、可塑剤入りのTPUとABSを積層した場合、ABSに可塑剤が移行することが挙げられます。
弊社ではこれらのグレードは通常使用条件下ではそれらがブリードしない範疇の配合を組んでいますが、特殊条件下ではブリード(表面のネチャツキ)を起こす事があります。
これらのタイプではブリードよりも、他樹脂と接触して、可塑剤や難燃剤が移行してトラブルを起こす事が多いようです。例としては、可塑剤入りのTPUとABSを積層した場合、ABSに可塑剤が移行することが挙げられます。
2-4.オリゴマー等のブリード;
TPUの合成時に反応に関与しないモノマーやTPU製品の劣化途中で分解析出したモノマー等によるブリードがこれにあたります。
前者はTPUの素原料中の環状モノマーや合成条件により起こるケースが多く、メーカー、グレードに固有の現象の場合が多くみられます。
一方後者は、熱/薬品/溶剤等が原因となるTPUの劣化寿命が起因するもので、グレード選定や寿命予測に問題がある事例です。
前者はTPUの素原料中の環状モノマーや合成条件により起こるケースが多く、メーカー、グレードに固有の現象の場合が多くみられます。
一方後者は、熱/薬品/溶剤等が原因となるTPUの劣化寿命が起因するもので、グレード選定や寿命予測に問題がある事例です。
3.ブリードの予測:
出したい時に出ずに出て欲しくない時に出るのがブリードです。
つまり、多くの樹脂メーカーでもブリードトラブルは予期せぬ時に起こり、再現する事も困難な場合が多く苦慮しているのが実状です。
この神出鬼没な現象を的確に予測する事は困難であるものの、各樹脂メーカーの経験や知見が、唯一トラブル回避の拠所になっています。
所詮高分子ポリマーに低分子の添加物を配合した場合、それが強固な化学的結合をしている以外は、高分子の狭間に添加剤が混在しているに過ぎず、条件次第ではスポイルされても不思議はありません。タオルに水を湿らせた様なものです。
またTPUのようなブロック共重合物の場合、原料モノマーの反応完了率が100%保証されたものでない限り、ブリードの危険性をはらんでいると言わざるを得ません。これに対し、各々の樹脂メーカーの助剤配合のノウハウや合成ノウハウが、リスクを低減させる手段として存在しています。
つまり、多くの樹脂メーカーでもブリードトラブルは予期せぬ時に起こり、再現する事も困難な場合が多く苦慮しているのが実状です。
この神出鬼没な現象を的確に予測する事は困難であるものの、各樹脂メーカーの経験や知見が、唯一トラブル回避の拠所になっています。
所詮高分子ポリマーに低分子の添加物を配合した場合、それが強固な化学的結合をしている以外は、高分子の狭間に添加剤が混在しているに過ぎず、条件次第ではスポイルされても不思議はありません。タオルに水を湿らせた様なものです。
またTPUのようなブロック共重合物の場合、原料モノマーの反応完了率が100%保証されたものでない限り、ブリードの危険性をはらんでいると言わざるを得ません。これに対し、各々の樹脂メーカーの助剤配合のノウハウや合成ノウハウが、リスクを低減させる手段として存在しています。
4.ブリードの再現及び起こりやすい環境:
化学反応の速度が温度により加速されるというアレニウス氏の定義はブリードの予測再現実験には大方の場合通用しません。なぜならそれらは前述の通り、反応メカニズムよりむしろ分子の構造、運動メカニズムに起因する場合が多いからです。従って、ブリードの促進は高温雰囲気下や冷熱サイクルではなかなか実現できない事が多く、その実例として、ある種の一般的滑剤と可塑剤のブリードテストの結果を下表に示します。
| 更衣室6ヶ月 | 80℃14日 | 80℃ 温水 水没 7日 |
25℃ 冷水 水没 7日 |
RT:0-50℃ RH:0-90% 12hrサイクル 400Hr |
|
|---|---|---|---|---|---|
| 滑剤A | ブリード大 | なし | なし | なし | なし |
| 可塑剤 | なし | なし | 微量ブリード | ブリード大 | なし |
この現象は、高温下では分子運動が活発になり1度は析出しても直ぐにまた分子間に吸収されてしまう為と推定されます。
実際市場でのブリードは常温状態や水中浸漬等様々な雰囲気で起きます。
強いて起こりやすい環境を挙げるなら、空気の流通の悪い所くらいで後は千差万別です。
原始的で時間はかかりますが弊社で行っているノンブリード確認はPE袋に検体を密封して常温保管したり、場合によっては常温で水中浸漬を行う事もある。
実際市場でのブリードは常温状態や水中浸漬等様々な雰囲気で起きます。
強いて起こりやすい環境を挙げるなら、空気の流通の悪い所くらいで後は千差万別です。
原始的で時間はかかりますが弊社で行っているノンブリード確認はPE袋に検体を密封して常温保管したり、場合によっては常温で水中浸漬を行う事もある。
5.上述のTPUブリードの種類簡易判別法及び除去対策を下表にまとめる。
(除去対策を講じても許容上限分がブリードしきっていない場合は再度ブリードする可能性がある。)
| ブリードの種類 | 簡易判別法 | 除去対策 |
|---|---|---|
| 1.滑剤 | ・黒色又は透明のTPUの場合目立った粉噴状態が確認できる。 ・滑剤の種類によってはヌメリ感がある。 ・大概は指やティッシュペーパーで除去できる。 |
・水洗。 ・IPA、メタノール等のアルコール類でワイピング。 |
| 2.安定剤 | ・樹脂表面に白色粉がクサビ状に析出し、頑固に付着している為、指等では簡単に除去できない。 | ・IPA等のアルコール類又は、酢酸エチル等の溶剤でワイピング。 |
| 3.可塑剤 | ・表面のヌメリ感。 ・激しい場合は水に浸けると水面に油状に可塑剤が浮いてくる。 | ・除去は困難。 |
| 4.オリゴマー | ・安定剤ブリードと同様な状態。 | ・酢酸エチル、MEK等の溶剤でワイピング。 |
ポリウレタンシート/フィルム DUSシリーズ(硬度80A~95A)の安全性
燃焼安全性
ポリウレタン樹脂は、完全燃焼時にダイオキシン類が発生することはありません。
肌に対する安全性
ポリウレタンフィルムは、医療用絆創膏・大人用紙オムツ・子供用紙オムツ・生理用ナプキン等に使用実績があり、一般的に非常に安全性の高い樹脂と認識されています。
一部製品はエコテックス認証を取得しております。
OEKO-TEX® /エコテックス® 日本公式サイト http://oeko-tex-japan.com/
一部製品はエコテックス認証を取得しております。
OEKO-TEX® /エコテックス® 日本公式サイト http://oeko-tex-japan.com/
TPUの膨潤について
膨潤とは固体が液体を吸収する単純な物理的プロセスです。
このプロセスでは固体に入った液体は化学作用を及ぼしませんが結果的に体積と重量が増え、物性値が低下します。
液体が蒸発すると膨潤状態が無くなり、物性も殆ど元に戻ります。このように膨潤は可逆的プロセスです。
このプロセスでは固体に入った液体は化学作用を及ぼしませんが結果的に体積と重量が増え、物性値が低下します。
液体が蒸発すると膨潤状態が無くなり、物性も殆ど元に戻ります。このように膨潤は可逆的プロセスです。
TPUの耐薬品性、耐溶剤性について
TPUが分解する時に、分子鎖の切断が起こっていますが、通常、膨潤はこの前触れです。
分解が起こればTPUの強度が落ち、極端なケースでは成形品の崩壊に至ることもあります。
分解が起こればTPUの強度が落ち、極端なケースでは成形品の崩壊に至ることもあります。
1.酸、アルカリ溶液に対する耐性
(濃い酸やアルカリ溶液に対して)
TPUは室温でも物性の影響を受けますので、これらとの接触は避けて下さい。
(薄い酸やアルカリ溶液に対して)
TPUは室温では短時間なら大丈夫です。
TPUは室温でも物性の影響を受けますので、これらとの接触は避けて下さい。
(薄い酸やアルカリ溶液に対して)
TPUは室温では短時間なら大丈夫です。
2.飽和炭化水素に対する耐性
(軽油、イソオクタン、石油エーテル、灯油等)
TPUは可逆的な膨潤を起こします。室温では膨潤の程度は1~3%で、引張強度の低下は20%以下です。
これらの溶液が蒸発してしまうと膨潤はなくなり、物性はほとんど元の水準に戻ります。
TPUは可逆的な膨潤を起こします。室温では膨潤の程度は1~3%で、引張強度の低下は20%以下です。
これらの溶液が蒸発してしまうと膨潤はなくなり、物性はほとんど元の水準に戻ります。
3.芳香族炭化水素に対する耐性
TPUはベンゼン、トルエン等の芳香族炭化水素に接触すると膨潤は室温でもかなり大きくなります。
重量増加率50%になることもあり、それに応じて物性も低下します。
重量増加率50%になることもあり、それに応じて物性も低下します。
4.潤滑油、グリースに対する耐性
TPUはASTM No.1、2、3オイルでは室温で試験しても強度は落ちません。又、100℃、3週間の浸漬でも強度への影響はありません。TPUの潤滑油、グリースへの耐久性はこれに含まれている添加剤にも影響されます。添加剤の中にはTPUと反応して不可逆な劣化を起こすものがあります。この場合は別途試験を行う必要があります。
5.溶剤に対する耐性
TPUはエタノール、イソプロパノール等の脂肪族アルコールに浸漬すると膨潤を起こし引張り強度が低下します。温度が高いとこの変化が大きくなります。メタノールはポリエステル系TPUを劣化させます。アセトン、メチルエチルケトン(MEK)、シクロヘキサノン等のケトン類はTPUを一部溶解します。又、これら溶剤の中で長時間使用するのは不適当です。
又、TPUは酢酸エチル、酢酸ブチル等の脂肪族エステルによってひどく膨潤します。ジメチルフォルムアミド(DMF)N-メチルピロリドン、テトラヒドロフラン(THF)等、極性の強い溶剤に対しては大きく膨潤させて溶解します。
TPUの耐微生物性について
ポリエステル系TPUは高温多湿状態に長時間さらされると微生物の働きが激しくなって微生物分解を起こすことがあります。微生物が出す酵素がエステル結合を切断して分解します。通常の加水分解が、全表面に影響を及ぼすのに対して、微生物分解は初期の段階で局部的に発生します。ポリエーテル系TPUは高い耐微生物性を示します。
TPUの耐水性について
ポリエステル系TPUは温水、飽和水蒸気、高温多湿の気候に長時間さらされると、エステル結合が加水分解によって切断され元に戻らなくなります。この結果、物性が低下します。軟らかいグレードは硬いグレードに比べてエステル基含量が多いのでこの影響が大きく現れます。
湿度の高くない室温では加水分解はほとんど起こりません。
ポリエーテル系TPUは化学構造が異なるので加水分解に対してははるかに強くなります。
湿度の高くない室温では加水分解はほとんど起こりません。
ポリエーテル系TPUは化学構造が異なるので加水分解に対してははるかに強くなります。
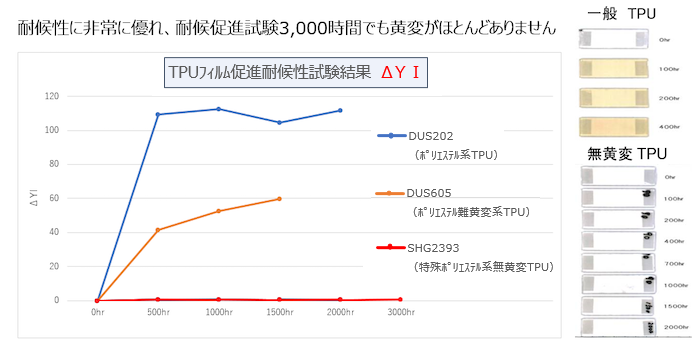
TPUの耐候性について
TPUは、その化学構造上、紫外線による黄変が起こり得ます。
そのため、屋外・外観でご使用いただく場合はその影響もご考慮いただく必要があります。
一般グレード:通常グレードのTPU
難黄変グレード:通常よりやや黄変しづらいTPU
無黄変グレード:紫外線による黄変は起こらないTPU
※ただし、外気に晒されていると、汚れ等で変色する場合がございます。
そのため、屋外・外観でご使用いただく場合はその影響もご考慮いただく必要があります。
一般グレード:通常グレードのTPU
難黄変グレード:通常よりやや黄変しづらいTPU
無黄変グレード:紫外線による黄変は起こらないTPU
※ただし、外気に晒されていると、汚れ等で変色する場合がございます。
TPUの加工適性について
印刷(スクリーン印刷、グラビア印刷、インクジェット印刷など) 打ち抜き加工、レーザーカット、プロッター、スリット加工 高周波ウェルダー溶着加工、熱溶着加工、粘着加工